

熱門關(guān)鍵詞:無縫鋼管,厚壁鋼管,厚壁無縫鋼管,合金鋼管,無縫鋼管廠家,無縫方管

電 話:0635-8889646
電 話:0635-8889949
手 機(jī):13563578859
傳 真:0635-8515165
聯(lián)系人:武經(jīng)理
郵 箱:sdwh9949@163.com
地 址:聊城市開發(fā)區(qū)泰山路
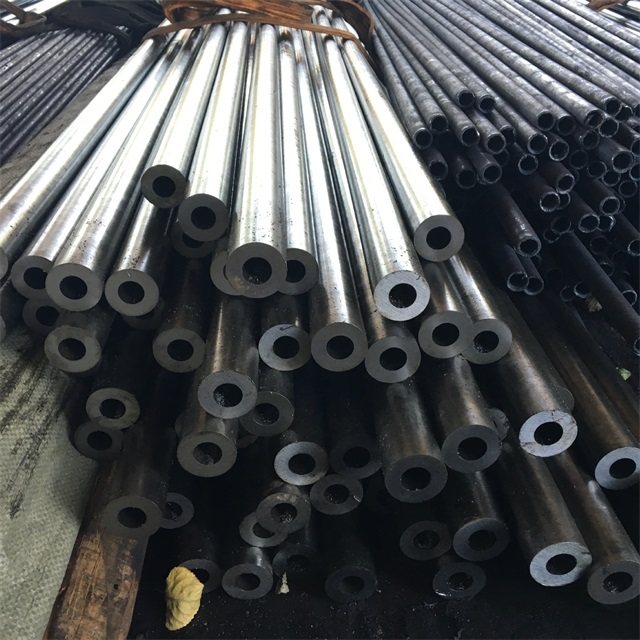
小口徑無縫鋼管廠家小口徑無縫鋼管在生產(chǎn)中對焊接質(zhì)量有什么要求?此章無縫鋼管廠家就來為大家說一說
分析小口徑無縫鋼管在生產(chǎn)中對焊接質(zhì)量有什么要求:
1輸入熱量
由于焊接工藝的基本參數(shù)之一,即焊接電流(或焊接溫度)無法測量,所以用輸入熱量來代替,而輸入熱量又可用震蕩器功率來表示:
N=Ep·Ip
式中N——功率,kW;
Ep——屏壓,kV;
Ip——屏流,A〔1〕
當(dāng)震蕩器、傳感器和阻抗器確認(rèn)后,震蕩管槽路、輸出變壓器、傳感器效率也就確定了,輸入功率的改變同輸入熱量轉(zhuǎn)變大致是成比例的。
當(dāng)輸入熱量不足時,被加溫邊沿達(dá)不到焊接溫度,仍保持固體組織而焊不了,產(chǎn)生焊合縫隙;當(dāng)輸入熱量大時,被加溫邊沿超出焊接溫度易產(chǎn)生過熱,甚至過燒,受力后產(chǎn)生干裂;當(dāng)輸入熱量過大時,焊接溫度太高,使焊接穿透,導(dǎo)致熔融金屬濺出,產(chǎn)生孔眼。熔化焊接溫度一般在1350~1400℃為宜。
2焊接壓力
焊接壓力是焊接工藝的基本參數(shù)之一,管料的兩邊沿加熱到焊接溫度后,在擠壓力影響下產(chǎn)生共通的金屬晶粒即彼此結(jié)晶而出現(xiàn)焊接。焊接壓力的大小影響著焊接的強(qiáng)度韌性。若所增加的焊接壓力小,使金屬焊接邊沿不能充足壓合,焊接中殘余的非金屬夾雜物因壓力小不易排出,焊縫強(qiáng)度減少,受力后易干裂;壓力太大時,達(dá)到焊接溫度金屬大部分被擠壓,不僅減少焊縫強(qiáng)度,并且產(chǎn)生里外毛邊過大或搭焊等缺陷。因此應(yīng)針對不同的種類規(guī)格在實(shí)際中求得與之相匹配的最好焊接壓力。依據(jù)實(shí)踐經(jīng)驗(yàn)企業(yè)焊接壓力一般為20~40MPa。
因?yàn)楣芰峡倢捈氨『窨赡艹霈F(xiàn)的公差,及其焊接溫度和焊接速度的波動,都可能會牽涉到焊接擠壓力的改變。焊接擠壓量一般通過調(diào)整擠壓輥間的距離加以控制,還可以用擠壓輥前后管筒周差來控制。
3焊接速度
焊接速度也是焊接工藝基本參數(shù)之一,它和加溫制度、焊接變形速率及其彼此結(jié)晶速率相關(guān)。在小口徑無縫鋼管時,焊接質(zhì)量隨焊接速度的加快而提高。這是因?yàn)榧訜釙r間的減少使邊沿加溫區(qū)總寬變窄,縮短了產(chǎn)生氫氧化物的時間,假如焊接速度減少時,不但加溫區(qū)變大,并且熔化區(qū)總寬隨輸入熱量的變化而變化,產(chǎn)生內(nèi)毛邊較大。在低速焊時,輸入熱量少使焊接艱難,若不符合規(guī)定值時易產(chǎn)生缺點(diǎn)。
所以在小口徑無縫鋼管時,需在機(jī)組的工業(yè)設(shè)備和焊接裝置所許可的最大速度下,依據(jù)不同規(guī)格種類選擇合適的焊速。
4張口角
張口角是指擠壓輥前管料兩邊緣的交角,張口角的大小與燒化過程的穩(wěn)定相關(guān),對焊接質(zhì)量的影響很大。
上一篇: 無縫鋼管生產(chǎn)和加工工藝
下一篇: 厚壁無縫鋼管的種類和生產(chǎn)方法
相關(guān)資訊:
相關(guān)產(chǎn)品:
Copyright ? www.fulirnl.cn?? 無縫鋼管廠家(武恒金屬制品有限公司)- 版權(quán)所有 主營:無縫鋼管,厚壁無縫鋼管,小口徑無縫鋼管
電話:0635-8889646 手機(jī):135 6357 8859 武經(jīng)理
地址:開發(fā)區(qū)匯通國際金屬物流園?魯ICP備15031390號-7技術(shù)支持:互聯(lián)縱橫
 Q235B方矩管
Q235B方矩管 合金無縫鋼管
合金無縫鋼管格") 45#精密無縫鋼管規(guī)格
45#精密無縫鋼管規(guī)格廠家") 合金鋼管生產(chǎn)廠家
合金鋼管生產(chǎn)廠家 冷拔無縫方矩管
冷拔無縫方矩管") 厚壁鋼管批發(fā)
厚壁鋼管批發(fā)格齊全") 16Mn厚壁無縫鋼管規(guī)格齊全
16Mn厚壁無縫鋼管規(guī)格齊全 厚壁無縫鋼管
厚壁無縫鋼管 9948合金鋼管
9948合金鋼管 小口徑無縫鋼管
小口徑無縫鋼管